 English
English Russian
Russian Spain
Spain
[email protected]
+86-13777149766
As a casting method with good dimensional accuracy and high production efficiency, pressure casting is widely used in the production of non-ferrous metals in automobile, motorcycle, hardware, toys, electrician, electronics and other industries, and shows a strong upward trend. The selection of die-casting machine is an important link in die-casting production, which has a very important influence on the product quality, production efficiency, product cost, production management and so on.
1. choose the type of die casting machine according to the characteristics of the product
1.1 Classification of caster:
The die-casting machine is usually divided into hot chamber die-casting machine and cold chamber die-casting machine according to the working state of its pressure chamber. The pressure chamber of the hot chamber die-casting machine is immersed in liquid metal in the heat preservation crucible, and the pressure-casting mechanism is installed above the heat preservation crucible. Cold chamber die-casting machine according to its pressure chamber and the position of the pressure-jet mechanism, the pressure chamber and the pressure-jet position in the horizontal position is called horizontal cold chamber die-casting machine, the pressure chamber and the pressure-jet mechanism in the vertical position is called vertical die-casting machine, vertical pressure-jet in the vertical die-casting machine and vertical direction of the mold is called full vertical die-casting machine.
1.2 Characteristics of Heat Chamber Die-casting Machine
Heat chamber die-casting machine simple structure, easy operation, easy to achieve automatic production; no casting procedures, simple process, high production efficiency; less heat loss, less metal loss; metal liquid is always in the closed channel, oxidation inclusions are not easy to get involved, the metal liquid entering the cavity is clean, casting quality is good; pressure-jet ratio is small, there is no pressurization section in the process; pressure chamber, punch, goose neck pipe, nozzle and other hot parts life is short, replacement is not convenient.
The current die casting production, hot chamber machine usually die casting production of zinc, tin, lead and other low melting point alloy and small, thin-walled magnesium alloy die casting, most of the die force less than 160 T, more than 400 T few. Because of its forming characteristic, magnesium alloy is produced by hot chamber and cold chamber. The mold closing force is usually less than 650 T..
1.3 Features of recumbent cold chamber die-casting machine:
The cold chamber die-casting machine has comprehensive specifications and models, wide range of adaptation to product size and alloy types, simple production operation, high production efficiency, can be online with automatic peripheral equipment to achieve automatic production, die-jet stroke segment control, adjustment is easy to achieve, to meet the different requirements of die casting process. The disadvantage is that the heat loss of metal solution is large, the metal solution is in contact with air, it is easy to get involved in oxidized inclusions and air, and special process is required for products with high density or heat treatment.
At present, horizontal Cold Chamber Die Casting Machine is mainly used in the production of non-ferrous alloys such as aluminum, magnesium and copper, and the application of black metal die casting is very few. Cold chamber die-casting machine from dozens of tons to several thousand tons of die-casting force, the largest cold chamber die-casting machine for the production of 5,500 T of German Miller Wanjiatun die-casting machine.
1.4 Features of vertical die casting machines:
The vertical die-casting machine has less gas involved in the process of metal hydraulic injection; it is convenient to set up the central casting system; maintenance and operation trouble, the production process has cut-off and material cake introduction procedures, production efficiency is low; mainly small and medium-sized machines, the production process is less; at present, vertical die-casting machine is mainly used for die-casting production of special products such as motor rotor. With the continuous improvement of the pressure-jet performance of the die-casting machine in the bedroom cold chamber, in order to improve the production efficiency, the rotor of the microcomputer has been produced more and more by the horizontal cold chamber die-casting machine.
2. choose die casting machine specification according to product and die plan
2.1 Mold-locking forces calculated
According to the die casting product selection die casting machine, a very important work is to calculate whether the die locking force of die casting machine is satisfied, the die locking force of die casting machine must be greater than the expansion force produced by the product during die casting. The usual calculation method is to multiply the projection area of the metal pressure part on the die parting surface by the casting specific pressure. As shown below:
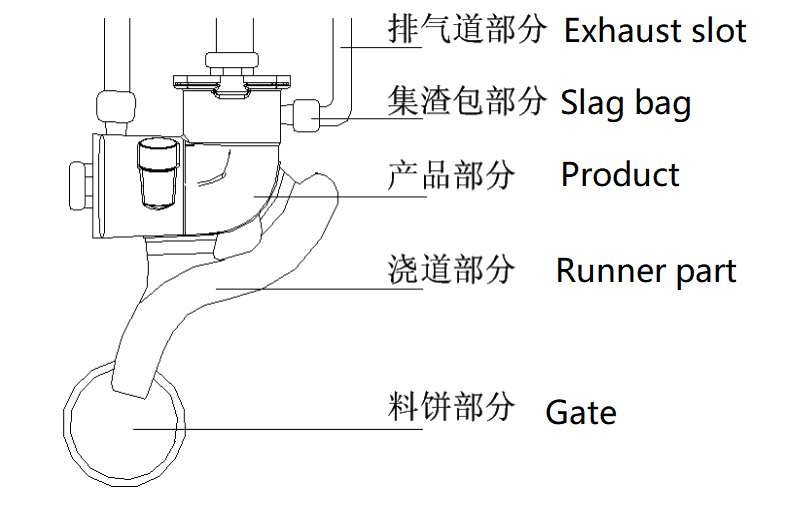
Figure 1
Projection area A: include the total area of the product, sprue, material cake, and overflow part as shown in figure 1. special care should be taken not to miss the exhaust duct part. usually ,1.2-1.5 times of the product projection area is taken as the total die casting projection area without making the mold detailed plan.
The die casting specific pressure Pi, usually adopts 400-1000 Kg/cm ², When die casting products require pressure resistance and prevent leakage, they often take higher die casting specific pressure.
F=A ×Pi of Extension
Die-casting machine die-locking force and expansion force must meet the T ≥K ×F,K of safety factor, generally take 1.1
In the actual production situation, the following problems should be considered when calculating the die-casting machine:
1) parting surface location special scheme: for the products shown in figure 2, the length 450 mm, width 300 mm, height 200 mm, average wall thickness 7, product weight 2.1 Kg..

Figure 2
The product projection area is 156 cm ², the die casting projection area is 1.5 times the product area, the die casting projection area is 234 cm ², and the product requires a pressure test of 2.5 Kg/cm ², so the die casting specific pressure is 800 Kg/cm ², and the expansion force is 184 T,200 die casting machines can be used for production. If the die casting die structure design, it will be found that the 200 T die casting machine is far from meet the product process needs: the product parting surface is exactly in the product projection area of the smallest section, cavity is deeper, need to consider the full exhaust structure, therefore, die casting projection area is much larger than the product projection area, nearly 3 times the product projection area; product shape size, with two side core pulling, need die casting machine has a large guide column spacing; According to the casting weight of the product, the filling degree of the pressure chamber is calculated, the diameter of the pressure chamber is selected Ø90mm; the product cavity is deeper, and the large filling energy is needed to ensure the quality of the product. After considering the above comprehensive factors, the final selection of 650 T die casting machine production.
A large deviation between the center of 2) pressure ejection force and the center of equipment:
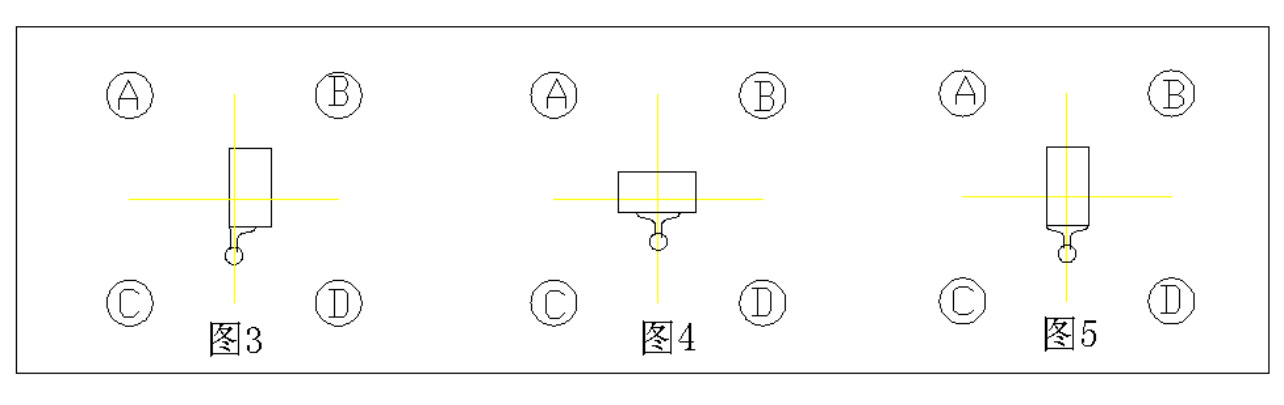
As shown in the above diagram, for the same rectangular die-casting products, when adopting different process schemes, the resulting force may be basically the same, but the distribution of the force on the four guide posts is uneven, and the required die-casting machine die-forming force is also different. Using the layout mode shown in Fig .4, the distribution of the rising force on the four guide columns is basically the same, and the required die-closing force is the least; using the structure shown in Fig .3, the B guide column bears the largest rising force, and the selected die-closing force should be more than four times that of the B guide column, otherwise, the risk of alloy ejection from the upper right corner of the mold will be generated. Using the structure shown in Fig .5, the expansion force of the A、B guide column is greater than that of the C、D guide column, and the selected die force should be more than four times that of the A or B guide column to bear the expansion force, otherwise, the risk of alloy ejection from the top of the mold will arise. In the above figure, the mode force required for the structure of figure 3 is the largest, and the mode force required for the structure of figure 4 is the smallest. When the eccentricity of the center of the die-casting force is large, the expansion force acting on each guide post should be calculated separately, and the die-casting machine closing force should be selected according to the maximum force of the guide post.
3) the larger projection area of the core pulling of the slider (see Figure 6):
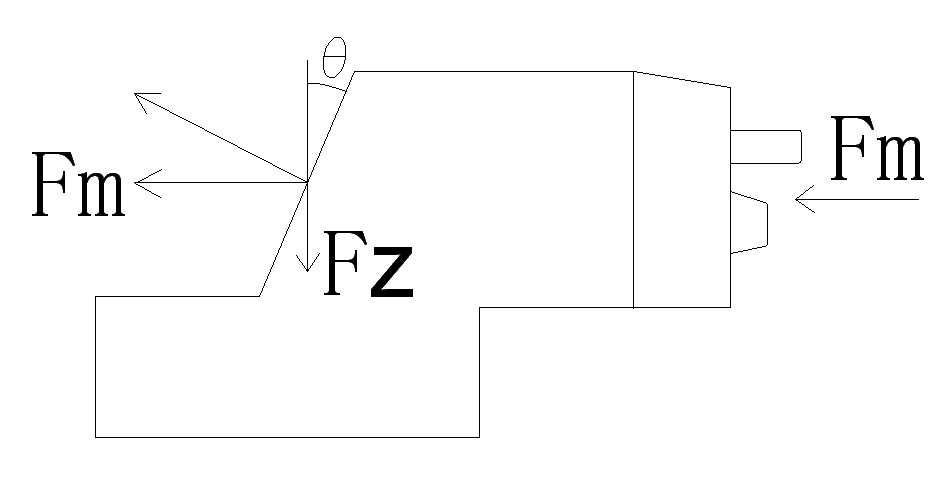
Figure 6
æWhen there is a slider core pulling in the die casting process, the metal liquid produces side thrust on the slider Fm, This force acts on the locking block and decomposes into force perpendicular to the direction of the locking block and the rising force Fz, Usually the angle ≤15°, when the core pulling projection area is very small, the rising force is negligible. But when the projection area of the core pulling is large, it is necessary to calculate the expansion force produced by the core pulling. Otherwise, it will produce insufficient closing force, the danger of falling back in the process of metal spatter and slider pressing, which will affect the product precision and Fz=tan ×Fm..æ
When selecting die-casting machine according to die-closing force, the specific process structure of die-casting machine must be considered together. It is suggested that it should not be produced under the condition that the expansion force is greater than the die-casting machine's locking force.
2.2 Confirm the relevant parameters of the die casting machine:
After the die-locking force of the die-casting machine is selected, it is usually necessary to confirm the following parameters of the die-casting machine according to the mold scheme of the product:
1) Whether the die-casting die thickness is within the effective die thickness adjustment range of die-casting machine;
2) Whether the opening stroke of die casting machine can guarantee the product to take out normally;
3) Can the inner distance of the guide post of die-casting machine meet the installation of the outer contour size of the die, whether the die is within the effective range of the plate T groove, pay special attention to confirm whether the core pulling or other protruding parts of the die are interfered with the guide post of die-casting machine and other subsidiary organs;
4) According to the die-casting die thickness, confirm whether the die-casting machine punch roll out distance can meet the product cake follow-up;
5) Confirm the roll-out distance of die-casting machine, can guarantee the product roll-out need.
5) according to the casting weight of the product, calculate the filling degree of the pressure chamber, select the inner diameter of the pressure chamber: the diameter of the pressure chamber should maintain the following relationship with the casting weight:
75% of the volume of casting molten metal/pressure chamber volume (including partial volume of pressure chamber and die gate sleeve) x100%≤,
That is: to make the volume of cast metal less than 75% of the volume of the chamber, generally more than 75%, the casting mouth before being sealed by the punch, the metal will overflow from the casting mouth. In general, with a maximum of 60% as the standard, in actual production, the filling rate of the pressure chamber should be considered not only to facilitate the discharge of the gas in the pressure chamber, but also to consider the loss of filling kinetic energy.
2.3. Calculate whether the die-casting machine performance meets the product requirements
For some large-scale products with high performance requirements, it is necessary to analyze the characteristic P-Q ² diagram of the die-casting system to calculate whether the pressure-jet performance of the selected die-casting machine meets the demand of the product pressure-jet energy. When the energy of the pressure-jet system is satisfied, the pressure-jet system is required to have good low-speed performance, acceleration performance and pressurization performance for the die-casting parts which require compact and pressure-resistant. For thin-walled or high-looking products, the pressure-jet system is required to have good high speed and acceleration performance.
According to the calculation of the above parameters, it is usually possible to select the type of die casting machine
3. select the accessory function of die casting machine according to the requirement of production process management and product requirement
With the requirement of product precision and light weight in recent years, die-casting has been widely used as a high-efficiency precision molding technology. In different environments, die-casting has been put forward higher requirements, such as no porosity, welding, heat treatment and so on. In order to meet the needs of products, die-casting machine control system, press performance, automation and auxiliary technology have been greatly developed. Some of these new technologies belong to the standard configuration of die-casting machine, some belong to the optional device, in the selection of die-casting machine, according to the actual needs of enterprises and products.
3.1 Rapid Mould Exchange System
To meet the needs of multi-variety, small batch production and large mold exchange, greatly reduce the time of mold exchange, improve production efficiency:
1) the die fast pressing device, hydraulic automatic locking system is used to replace the original die press plate bolt locking mechanism (see figure 7).


Figure 7. Figure 8
2) the guide post extraction device, one or two guide posts on the upper side are pulled out during the mold exchange. For large molds with cylinder core pulling or horizontal width exceeding the inner distance of the guide post, it can be conveniently loaded without the need to disassemble the cylinder (see figure 8).


Figure 9. Figure 10
3) the mold placement positioning device, install the mold placement positioning table or "V" type guide rail bracket on the die casting machine, and realize the quick positioning of the mold with the pressure chamber flange and the type plate during the mold installation process (see figure 9).
4)C plate fixture device, through the hydraulic cylinder of the C plate of the die-casting machine to drive the dislocation movement of the C plate, the fast connection between the die-casting machine push-out plate and the die push-out plate is realized, which greatly reduces the time compared with the use of the tie rod bolt connection (see figure 10).
5) the quick connection of the core-pulling cylinder interface, the die-casting machine and the die-pulling cylinder electric and tubing interface, all adopt the quick joint docking.
The above devices, except the connection of the die cylinder, are all connected with the control system of the die casting machine, and the exchange operation of the die can be realized by operating the panel. With the rapid die exchange system mentioned above, the switching time of complex die of large die casting machine can be shortened to less than 10 minutes, which has remarkable effect on improving the starting rate of equipment.
3.2 Display and Automatic Correction Control Technology of Pressing Curve
At present, there are three main forms of control of die-casting machine's press curve:
1) the open loop control form, the press stroke is usually divided into three stages (slow shot, fast shot, supercharged) or four stage (slow shot, first shot, second shot, supercharged), the speed and pressure of each section are set by electric adjustment or manual adjustment handwheel.
2) the semi-closed-loop control form, people set the pressure, speed, stroke and other parameters of the pressure injection through the control system. the control system detects the actual parameters of the pressure injection process through the sensor and the displacement encoder, displays the actual parameters and the pressure injection curve, and compares the measured value with the set value. the die-casting parameters are corrected by adjusting the opening of the valve in the next die-casting cycle to make it close to the target value. The pressure ejection stroke is controlled in three or more segments (including the last deceleration function), which makes the actual pressure ejection curve closer to the set curve.
3) the form of real-time control, pressure-jet multi-stage control (high-performance die-casting machines abroad have achieved 20-stage control, including terminal deceleration), people can program the parameters of different travel segments. Because of the use of high-precision servo valve, the response speed (up to about 5 ms) is improved. meet the process needs of high performance die castings.
3.3 Overspeed performance
The traditional die-casting machine air pressure ejection speed usually reaches 8 m/s or more than 10 m/s in 4.5 m/s-6m/s, ultra-high speed die-casting machine, which can not only realize the sharing of magnesium and aluminum alloy, but also shorten the filling time because of the high filling speed.
The ultra-low speed die casting machine can set the multi-stage speed in the low speed range of 0.05-0.7 m/s, realize the laminar flow filling of the product, reduce the internal gas content, and can produce high performance die casting with T6 treatment. It is generally suitable for the die casting with relatively simple structure and thick wall thickness.
3.4 Local Pressure Compressing Sales Unit
It is mainly used in the parts where the local wall thickness of the product is large and easy to produce shrinkage and shrinkage defects. By pressurizing and compacting the parts between the end of the pressurization and the solidification of the product to obtain the dense die casting, the automobile connectors with high mechanical properties are currently required. Such as: engine support, steering wheel support and other products are widely used.
3.5 Core-pulling Spray Function
In the past, the core-pulling operation of die-casting machine is in the extraction position when spraying, and some cores are buried in the mold cavity at this time, and can not be sprayed, especially for the core-pulling with long forming size and poor cooling effect, which is especially easy to cause product adhesion and strain, and shorten the life of the core. When using the core-pulling spray function, the core-pulling control signal is connected with the spray machine signal, which can be set after the product is taken out, before the spray action, the core-pulling cylinder is pushed out, and the core-pulling returns after the spray, so as to improve the demoulding and cooling effect of the core-pulling.
3.6 Production management system and remote diagnosis function
The current die-casting machine provides production management, product process parameter storage, fault display and quality management functions: can record the batch and production quantity of products; store the process parameters of different products (molds) for the next production call, ensure the consistency of production and reduce adjustment time; real-time display die-casting machine and peripheral equipment information (warning, failure, status, error) and provide service and maintenance tips; record product suspicious or bad information according to the deviation of actual die-casting parameters compared with the set parameters. In addition to providing users with timely reference information in the production process, foreign real-time control die-casting machines also have the function of remote diagnosis :(1) fault diagnosis through telephone lines ;(2) software can realize remote update.
3.7 Fully automated production units
The automatic production unit of die-casting is to integrate the automatic control system of peripheral equipment such as soup feeding, spray, pick-up and so on with the control system of die-casting machine, which is easy and quick to operate and can realize automatic production. In recent years, servo industrial robot has been widely used in die casting peripheral equipment: the automatic sprayer with servo robot has the control of spray curve memory and multi-point spray quantity. Because it has six-axis rotation, it can adapt to the spray requirements of complex die, and the consistent line and reliability of spray operation are greatly improved. According to the information of the control system comparing the deviation between the actual press parameters and the set target value, the servo robot's pick-up machine can separate and check the product, and realize the installation of the inlay, the cooling of the product, and the automatic edge cutting with the edge cutting machine according to the set requirements. Because of the application of servo robot, the integrated control degree of die casting machine and peripheral equipment control system is higher and higher. At present, the automatic production unit of die casting has been able to realize the automatic unmanned operation of the whole process of die casting, product detection, edge cutting, burr repair, surface treatment, etc. The efficiency and stability of production are well guaranteed.
The above are some links that need to be considered from the point of view of technology when selecting die-casting machine. In addition, it is often necessary to evaluate the production capacity of die-casting machine according to the order of the product. Die casting machine selection is an important work in the early stage of die casting production preparation, is a highly technical comprehensive work, the early stage usually adopts the way of prediction, the degree of accuracy and practical experience have a great relationship. The selection of die-casting machines usually follows the following principles: to understand the types and characteristics of die-casting machines, to select die-casting machines according to the requirements of products produced by enterprises, not only to ensure that the requirements of product performance, but also to leave a certain degree of surplus, taking into account the new requirements of product development direction, and to ensure a satisfactory qualified rate, production efficiency and safety stability, using the broadest possible process conditions for production; If there are more than one die-casting machine, it is necessary to consider that the die-casting model (mainly die-closing force) has a certain gradient and compatibility, both to meet the product production needs, but also to minimize the number of die-casting machine model and table. On the premise of ensuring that the performance of die casting is satisfied, the factors such as cost performance, reliability, maneuverability, maintainability and safety of die casting machine are considered synthetically.
The product requirements, process configuration, management requirements and other links between enterprises are not the same, the emphasis on the selection of die casting machine is also different, the actual selection of die casting machine, should be combined with the actual situation, comprehensive consideration. Die casting production is a comprehensive technology, equipment, mold, process, alloy, personnel and any other link is crucial to the impact of the product, it is also unrealistic to think that purchasing a good die casting machine can make a good product. This paper introduces the general situation of die-casting machine selection, for reference only, if there are one-sided and improper, please die-casting colleagues to correct.
.jpg)
Contact: Sean Jiang
Phone: +86-13777149766
E-mail: [email protected]
Whatsapp:8613777149766
Add: No.6,Wenjing Road,Jintan Economic Development Zone,Changzhou,Jiangsu,China
We chat
